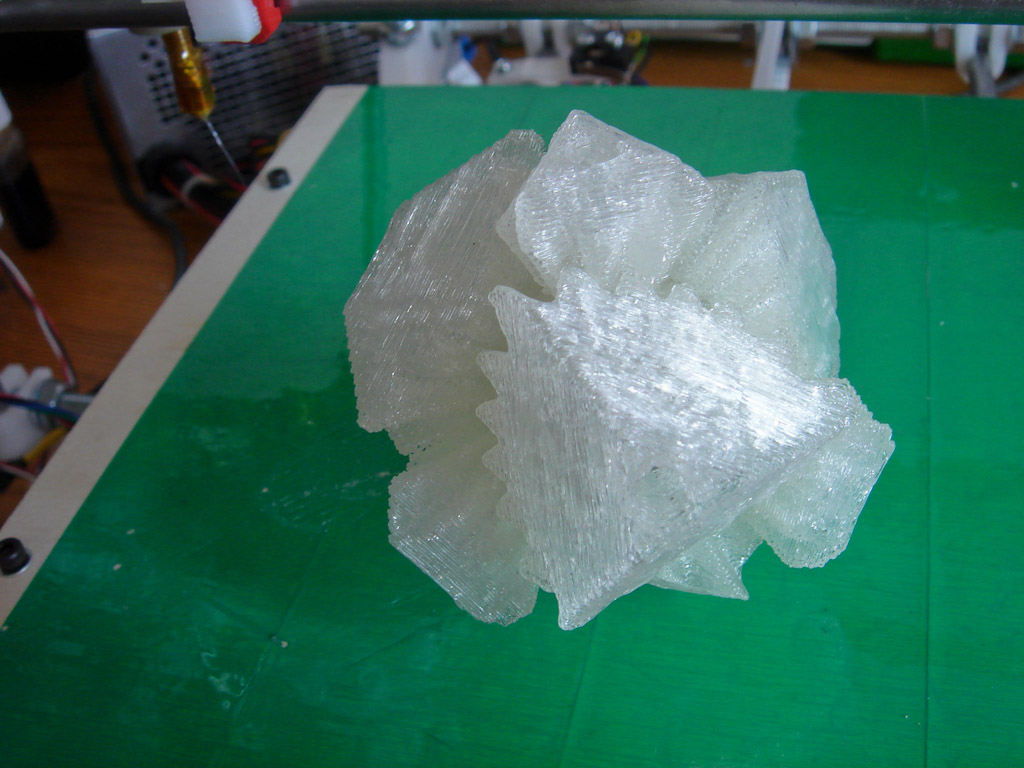
Cube Gears

An afternoon wrestling with Skeinforge and a replacement hot end yielded only frustration. But after a break things came together nicely and I managed to print an entire set of Emmet's Cube Gears!





Toolchain
| Firmware | |
|---|---|
| tonokip via prusasw bundle | |
| Repsnapper | |
| Version | 04.09.11 |
| Notes | speed multiplier: 1.25 |
| Skeinforge | |
| Version | 10.08.19 |
| Layer Thickness (mm): | 0.4 |
| Perimeter Width over Thickness (ratio): | 1.35 |
| Infill Solidity (ratio): | 1.0 |
| Feed Rate (mm/s): | 40.0 |
| Flow Rate Setting (float): | 40.0 |
| Object Next Layers Temperature (Celcius): | 190.0 |
More Skeinforge Settings
| bottom | |
|---|---|
| Activate Bottom | True |
| Additional Height over Layer Thickness (ratio): | 0.5 |
| Altitude (mm): | 0.0 |
| SVG Viewer: | webbrowser |
| carve | |
| Add Layer Template to SVG | True |
| Bridge Thickness Multiplier (ratio): | 1.0 |
| Extra Decimal Places (integer): | 1 |
| Import Coarseness (ratio): | 1.0 |
| Infill in Direction of Bridges | True |
| Layer Thickness (mm): | 0.4 |
| Layers From (index): | 0 |
| Layers To (index): | 912345678 |
| Correct Mesh | True |
| Unproven Mesh | False |
| Perimeter Width over Thickness (ratio): | 1.35 |
| SVG Viewer: | webbrowser |
| chamber | |
| Activate Chamber: | False |
| Bed Temperature (Celcius): | 60.0 |
| Chamber Temperature (Celcius): | 30.0 |
| Holding Force (bar): | 0.0 |
| chop | |
| Add Extra Top Layer if Necessary | True |
| Add Layer Template to SVG | True |
| Extra Decimal Places (integer): | 1 |
| Import Coarseness (ratio): | 1.0 |
| Layer Thickness (mm): | 0.4 |
| Layers From (index): | 0 |
| Layers To (index): | 912345678 |
| Correct Mesh | True |
| Unproven Mesh | False |
| Perimeter Width (mm): | 2.0 |
| SVG Viewer: | webbrowser |
| clip | |
| Activate Clip | True |
| Clip Over Perimeter Width (ratio): | 0.5 |
| Maximum Connection Distance Over Perimeter Width (ratio): | 10.0 |
| comb | |
| Activate Comb | False |
| comment | |
| cool | |
| Activate Cool | True |
| Orbit | False |
| Slow Down | True |
| Maximum Cool (Celcius): | 9.5 |
| Minimum Layer Time (seconds): | 10.0 |
| Minimum Orbital Radius (millimeters): | 10.0 |
| Turn Fan On at Beginning | False |
| Turn Fan Off at Ending | False |
| dimension | |
| Activate Dimension | True |
| Absolute Extrusion Distance | True |
| Relative Extrusion Distance | False |
| Extruder Retraction Speed (mm/s): | 100.0 |
| Retraction Distance (millimeters): | 10.0 |
| Restart Extra Distance (millimeters): | 3.0 |
| export | |
| Activate Export | True |
| Delete Comments | True |
| Do Not Change Output | True |
| binary_16_byte | False |
| gcode_step | False |
| gcode_small | False |
| File Extension: | gcode |
| Save Penultimate Gcode | False |
| fill | |
| Activate Fill: | True |
| Diaphragm Period (layers): | 100 |
| Diaphragm Thickness (layers): | 0 |
| Extra Shells on Alternating Solid Layer (layers): | 1 |
| Extra Shells on Base (layers): | 1 |
| Extra Shells on Sparse Layer (layers): | 1 |
| Grid Extra Overlap (ratio): | 0.1 |
| Grid Junction Separation Band Height (layers): | 10 |
| Grid Junction Separation over Octogon Radius At End (ratio): | 0.0 |
| Grid Junction Separation over Octogon Radius At Middle (ratio): | 0.0 |
| Infill Begin Rotation (degrees): | 45.0 |
| Infill Begin Rotation Repeat (layers): | 1 |
| Infill Interior Density over Exterior Density (ratio): | 0.9 |
| Infill Odd Layer Extra Rotation (degrees): | 90.0 |
| Grid Hexagonal | False |
| Grid Rectangular | False |
| Line | True |
| Infill Perimeter Overlap (ratio): | 0.15 |
| Infill Solidity (ratio): | 1.0 |
| Infill Width over Thickness (ratio): | 1.5 |
| Solid Surface Thickness (layers): | 3 |
| Infill > Loops > Perimeter | False |
| Infill > Perimeter > Loops | False |
| Loops > Infill > Perimeter | False |
| Loops > Perimeter > Infill | False |
| Perimeter > Infill > Loops | False |
| Perimeter > Loops > Infill | True |
| fillet | |
| Activate Fillet | False |
| Arc Point | False |
| Arc Radius | False |
| Arc Segment | False |
| Bevel | True |
| Corner Feed Rate over Operating Feed Rate (ratio): | 1.0 |
| Fillet Radius over Perimeter Width (ratio): | 0.35 |
| Reversal Slowdown Distance over Perimeter Width (ratio): | 0.5 |
| Use Intermediate Feed Rate in Corners | True |
| home | |
| Activate Home | True |
| Name of Homing File: | homing.gcode |
| hop | |
| Activate Hop | False |
| Hop Over Layer Thickness (ratio): | 1.0 |
| Minimum Hop Angle (degrees): | 30.0 |
| inset | |
| Add Custom Code for Temperature Reading | True |
| Bridge Width Multiplier (ratio): | 1.0 |
| Ascending Area | True |
| Descending Area | False |
| Overlap Removal Width over Perimeter Width (ratio): | 0.6 |
| Turn Extruder Heater Off at Shut Down | True |
| interpret | |
| Activate Interpret | False |
| Print Interpretion | False |
| Text Program: | webbrowser |
| jitter | |
| Activate Jitter | True |
| Jitter Over Perimeter Width (ratio): | 3.0 |
| lash | |
| Activate Lash | False |
| X Backlash (mm): | 0.2 |
| Y Backlash (mm): | 0.3 |
| limit | |
| Activate Limit | False |
| Maximum Initial Feed Rate (mm/s): | 1.0 |
| multiply | |
| Activate Multiply: | True |
| Center X (mm): | 100.0 |
| Center Y (mm): | 100.0 |
| Number of Columns (integer): | 1 |
| Number of Rows (integer): | 1 |
| Separation over Perimeter Width (ratio): | 7.0 |
| oozebane | |
| Activate Oozebane | False |
| After Startup Distance (millimeters): | 0.0 |
| Early Shutdown Distance (millimeters): | 1.2 |
| Early Startup Distance Constant (millimeters): | 20.0 |
| Early Startup Maximum Distance (millimeters): | 1.2 |
| First Early Startup Distance (millimeters): | 25.0 |
| Minimum Distance for Early Startup (millimeters): | 0.0 |
| Minimum Distance for Early Shutdown (millimeters): | 10.0 |
| Slowdown Startup Steps (positive integer): | 3 |
| polyfile | |
| Execute File | True |
| preface | |
| Name of End File: | end.gcode |
| Name of Start File: | startMendel05l04PLA.gcode |
| Set Positioning to Absolute | True |
| Set Units to Millimeters | True |
| Start at Home | False |
| Turn Extruder Off at Shut Down | True |
| Turn Extruder Off at Start Up | False |
| raft | |
| Activate Raft | True |
| Add Raft, Elevate Nozzle, Orbit and Set Altitude: | True |
| Base Feed Rate Multiplier (ratio): | 1.0 |
| Base Flow Rate Multiplier (ratio): | 1.0 |
| Base Infill Density (ratio): | 0.5 |
| Base Layer Thickness over Layer Thickness: | 2.0 |
| Base Layers (integer): | 0 |
| Base Nozzle Lift over Base Layer Thickness (ratio): | 0.4 |
| Bottom Altitude: | 0.0 |
| Infill Overhang over Extrusion Width (ratio): | 0.05 |
| Interface Feed Rate Multiplier (ratio): | 1.0 |
| Interface Flow Rate Multiplier (ratio): | 1.0 |
| Interface Infill Density (ratio): | 0.5 |
| Interface Layer Thickness over Layer Thickness: | 1.0 |
| Interface Layers (integer): | 0 |
| Interface Nozzle Lift over Interface Layer Thickness (ratio): | 0.45 |
| Object First Layer Feed Rate Infill Multiplier (ratio): | 0.5 |
| Object First Layer Feed Rate Perimeter Multiplier (ratio): | 0.5 |
| Object First Layer Flow Rate Multiplier (ratio): | 0.71 |
| Operating Nozzle Lift over Layer Thickness (ratio): | 0.5 |
| Raft Additional Margin over Length (%): | 1.0 |
| Raft Margin (mm): | 3.0 |
| Support Cross Hatch | False |
| Support Flow Rate over Operating Flow Rate (ratio): | 1.0 |
| Support Gap over Perimeter Extrusion Width (ratio): | 1.0 |
| None | True |
| Empty Layers Only | False |
| Everywhere | False |
| Exterior Only | False |
| Support Minimum Angle (degrees): | 60.0 |
| scale | |
| Activate Scale: | False |
| XY Plane Scale (ratio): | 1.01 |
| Z Axis Scale (ratio): | 1.0 |
| SVG Viewer: | webbrowser |
| skeinforge | |
| analyze | False |
| craft | True |
| help | False |
| meta | False |
| profile | False |
| skeinforge_craft | |
| bottom | False |
| carve | False |
| chamber | False |
| chop | False |
| cleave | False |
| clip | False |
| coil | False |
| comb | False |
| cool | False |
| dimension | True |
| drill | False |
| export | False |
| feed | False |
| fill | False |
| fillet | False |
| flow | False |
| home | False |
| hop | False |
| inset | False |
| jitter | False |
| lash | False |
| lift | False |
| limit | False |
| mill | False |
| multiply | False |
| oozebane | False |
| outset | False |
| preface | False |
| raft | False |
| scale | False |
| skirt | False |
| speed | False |
| splodge | False |
| stretch | False |
| temperature | False |
| tower | False |
| unpause | False |
| whittle | False |
| widen | False |
| wipe | False |
| skeinforge_help | |
| skeiniso | |
| Activate Skeiniso | True |
| Animation Line Quickening (ratio): | 1.0 |
| Animation Slide Show Rate (layers/second): | 2.0 |
| Axis Rulings | True |
| Band Height (layers): | 5 |
| Bottom Band Brightness (ratio): | 0.7 |
| Bottom Layer Brightness (ratio): | 1.0 |
| From the Bottom | False |
| From the Top | True |
| Draw Arrows | False |
| Go Around Extruder Off Travel | False |
| Layer (index): | 0 |
| Layer Extra Span (integer): | 912345678 |
| Line (index): | 0 |
| Display Line | True |
| View Move | False |
| View Rotate | False |
| Number of Fill Bottom Layers (integer): | 1 |
| Number of Fill Top Layers (integer): | 1 |
| Scale (pixels per millimeter): | 15.0 |
| Screen Horizontal Inset (pixels): | 100 |
| Screen Vertical Inset (pixels): | 220 |
| Show Gcode | True |
| Viewpoint Latitude (degrees): | 15.0 |
| Viewpoint Longitude (degrees): | 210.0 |
| Width of Axis Negative Side (pixels): | 2 |
| Width of Axis Positive Side (pixels): | 6 |
| Width of Fill Bottom Thread (pixels): | 2 |
| Width of Fill Top Thread (pixels): | 2 |
| Width of Infill Thread (pixels): | 1 |
| Width of Loop Thread (pixels): | 2 |
| Width of Perimeter Inside Thread (pixels): | 8 |
| Width of Perimeter Outside Thread (pixels): | 8 |
| Width of Raft Thread (pixels): | 1 |
| Width of Selection Thread (pixels): | 6 |
| Width of Travel Thread (pixels): | 0 |
| skeinlayer | |
| Activate Skeinlayer | True |
| Animation Line Quickening (ratio): | 1.0 |
| Animation Slide Show Rate (layers/second): | 2.0 |
| Draw Arrows | True |
| Go Around Extruder Off Travel | False |
| Layer (index): | 0 |
| Layer Extra Span (integer): | 0 |
| Line (index): | 0 |
| Display Line | True |
| View Move | False |
| Scale (pixels per millimeter): | 15.0 |
| Screen Horizontal Inset (pixels): | 100 |
| Screen Vertical Inset (pixels): | 220 |
| Show Gcode | True |
| Show Position | True |
| Width of Extrusion Thread (pixels): | 3 |
| Width of Selection Thread (pixels): | 6 |
| Width of Travel Thread (pixels): | 1 |
| skirt | |
| Activate Skirt: | False |
| Gap over Perimeter Width (ratio): | 1.0 |
| Layers To (index): | 1 |
| speed | |
| Activate Speed: | True |
| Add Flow Rate: | True |
| Bridge Feed Rate Multiplier (ratio): | 1.0 |
| Bridge Flow Rate Multiplier (ratio): | 1.0 |
| Duty Cyle at Beginning (portion): | 1.0 |
| Duty Cyle at Ending (portion): | 0.0 |
| Feed Rate (mm/s): | 40.0 |
| Flow Rate Setting (float): | 40.0 |
| Maximum Z Feed Rate (mm/s): | 3.5 |
| Orbital Feed Rate over Operating Feed Rate (ratio): | 0.9 |
| Perimeter Feed Rate over Operating Feed Rate (ratio): | 0.5 |
| Perimeter Flow Rate over Operating Flow Rate (ratio): | 0.5 |
| Travel Feed Rate (mm/s): | 75.0 |
| splodge | |
| Activate Splodge | False |
| Initial Lift over Extra Thickness (ratio): | 1.0 |
| Initial Splodge Feed Rate (mm/s): | 1.0 |
| Initial Splodge Quantity Length (millimeters): | 30.0 |
| Operating Lift over Extra Thickness (ratio): | 1.0 |
| Operating Splodge Feed Rate (mm/s): | 1.0 |
| Operating Splodge Quantity Length (millimeters): | 1.0 |
| statistic | |
| Machine Time ($/hour): | 1.0 |
| Material ($/kg): | 10.0 |
| Density (kg/m3): | 930.0 |
| Extrusion Diameter over Thickness (ratio): | 1.25 |
| Print Statistics | True |
| Save Statistics | False |
| stretch | |
| Activate Stretch | False |
| Cross Limit Distance Over Perimeter Width (ratio): | 5.0 |
| Loop Stretch Over Perimeter Width (ratio): | 0.11 |
| Path Stretch Over Perimeter Width (ratio): | 0.0 |
| Perimeter Inside Stretch Over Perimeter Width (ratio): | 0.32 |
| Perimeter Outside Stretch Over Perimeter Width (ratio): | 0.1 |
| Stretch From Distance Over Perimeter Width (ratio): | 2.0 |
| temperature | |
| Activate Temperature: | True |
| Initial Circling: | False |
| Cooling Rate (Celcius/second): | 3.0 |
| Heating Rate (Celcius/second): | 10.0 |
| Chamber Temperature (Celcius): | 25.0 |
| Base Temperature (Celcius): | 190.0 |
| Interface Temperature (Celcius): | 190.0 |
| Object First Layer Infill Temperature (Celcius): | 195.0 |
| Object First Layer Perimeter Temperature (Celcius): | 195.0 |
| Object Next Layers Temperature (Celcius): | 190.0 |
| Support Layers Temperature (Celcius): | 190.0 |
| Supported Layers Temperature (Celcius): | 190.0 |
| tower | |
| Activate Tower | False |
| Extruder Possible Collision Cone Angle (degrees): | 60.0 |
| Maximum Tower Height (layers): | 5 |
| Tower Start Layer (integer): | 1 |
| unpause | |
| Activate Unpause | False |
| Delay (milliseconds): | 28.0 |
| Maximum Speed (ratio): | 1.3 |
| vectorwrite | |
| Activate Vectorwrite | False |
| Layers From (index): | 0 |
| Layers To (index): | 912345678 |
| widen | |
| Activate Widen: | False |
| wipe | |
| Activate Wipe | False |
| Location Arrival X (mm): | -70.0 |
| Location Arrival Y (mm): | -50.0 |
| Location Arrival Z (mm): | 50.0 |
| Location Departure X (mm): | -70.0 |
| Location Departure Y (mm): | -40.0 |
| Location Departure Z (mm): | 50.0 |
| Location Wipe X (mm): | -70.0 |
| Location Wipe Y (mm): | -70.0 |
| Location Wipe Z (mm): | 50.0 |
| Wipe Period (layers): | 3 |